Описание
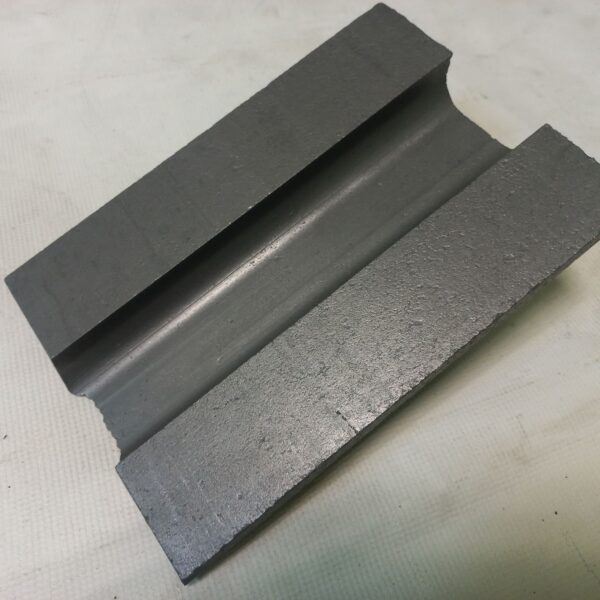
Изложница из чугуна марки СЧ-20 №3
предназначена для вылива расплавленного металла для формирования слитков.
Конструкция и размеры изложницы выбраны таким образом, чтобы ее можно было использовать совместно печью плавильной УПВ-10/1.3, УПВ-16/50, УПВ-25/100 производства ООО “Эком” (ekomkras.ru).
В плавильной печи УПВ шлиховое золото расплавляют при температуре 1200-1250 °С. Для получения слитка рабочий заливает расплавленное золото в изложницы. Изложницы отливают обычно из чугуна, так как чугун имеет относительно невысокую стоимость, обладает хорошими литейными свойствами и отливки из чугуна при нагреве почти не коробятся.В производстве драгоценных металлов применяется специальная изложница ювелирная. Это небольшие изложницы чугунные и стальные, иногда покрываемые защитным слоем. Также при работе с драгметаллами используются изложницы графитовые. По сравнению со стальными, это более легкие формы, способные выдержать большое количество заливок.
Для использования новые чугунные изложницы прокаливают до температуры 500—550 °С, а перед отливкой нагревают до соответствующей температуры и смазывают технологическими смазками. Роль технологических смазок — обеспечить хорошее качество отливаемых слитков, т.е. хорошее растекание расплава по ячейке, препятствовать образованию раковин и наплывов и пригоранию расплава к стенкам изложницы. В качестве смазок употребляют: льняное, конопляное, подсолнечное, веретенное и машинное масла, пчелиный воск и водную эмульсию молотого мела.
Перечисленные масла рекомендуются для отливки слитков из серебра, золота и припоев. Перед использованием масло обязательно обезвоживают кипячением на водяной бане при 110—120 °С в течение 2ч. Смазку наносят тонким ровным слоем на рабочую поверхность изложницы, подогретой до температуры не более 100°С.
Пчелиный воск — одна из лучших, но дорогих смазок. Используется в тех же случаях, что и масла. Наносится на рабочую поверхность изложницы, нагретой до 50—70° С, равномерным натиранием.
Водная эмульсия молотого мела применяется при отливке высокотемпературных металлов и сплавов — золота, платины, палладия. После нанесения слоя эмульсии на рабочую поверхность изложницы, нагретой до 150—200 °С, ее тщательно просушивают до полного удаления влаги. Просушенную изложницу рекомендуется прокаливать при температуре 550 °С, тогда изложница выдерживает более 100 заливок. Делают это заранее, так чтобы к моменту отливки изложница имела рабочую температуру 150—200 °С.